The QCS quality control system is designed for operational control and management of the parameters of the paper web during its production in the longitudinal and transverse directions (weight 1m 2, moisture content, ash content, thickness, transparency).
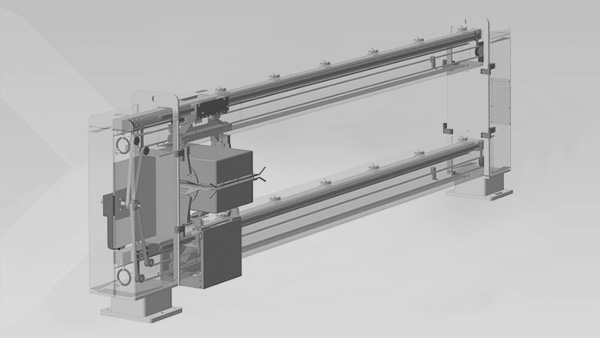
Scanning device.
The system uses a fifth generation scanning device (scanner) with an all-welded frame of increased rigidity for paper web up to 4000 mm wide. All materials and coatings are carefully selected, which allows the system to work in conditions of high humidity and temperature.
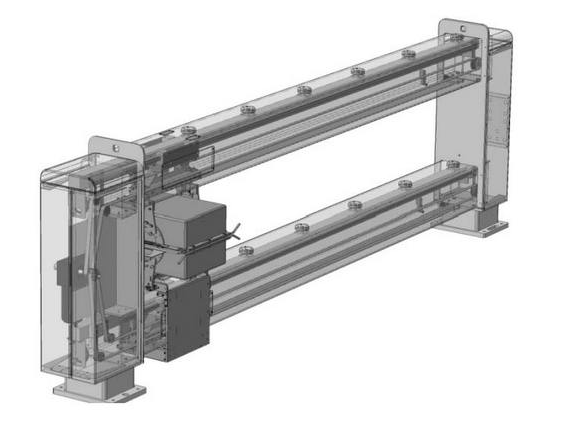
Scanning device
The scanner is equipped with an active air system to create excess pressure inside the frame, which will minimize dust ingress while improving the cooling system. A carriage with measuring sensors is installed on the frame. The synchronization and accuracy of movement of the upper and lower parts of the carriage ensures high manufacturing accuracy of each scanner unit.

Scanner carriage
The carriage is driven by geared motors, the speed of which is controlled by a frequency converter, and the movement along the entire length of the paper web is controlled by a Siemens controller, according to a given algorithm.
The scanner area is conventionally divided into 2 parts:
– service area (garage) – service area;
– working area – the area of movement of the carriage in the format of the canvas.
The scanner is powered from the AC mains using the AC / DC and DC / DC power systems. In the event of a power outage, the system is powered by an industrial uninterruptible power supply installed at the operator’s station. The received signals from the sensors are transmitted to the control cabinet, where they are processed by the controller and transmitted to the operator’s station for visualization.

Control cabinet
The central link of the quality control system is the Siemens Simatic S7 300 series industrial programmable logic controller (PLC). easily accessible for future maintenance and with the possibility of future system expansion.
Controller functions:
– Collection of all monitored signals from primary devices and sensors;
– Signal processing, mathematical calculations and signal output in accordance with a given algorithm;
– ensuring the transmission of measured signals from sensors to a human-machine interface device (operator station)
– Control of the drive part of the scanning device;
– Control of PM contours;
Control cabinet composition:
– Siemens Simatic S7 300 series controller;
– input-output modules;
– high-speed counting module;
– network equipment Profibus and Profinet;
– proprietary low-level software;
– switching equipment;
– protective equipment;
– cable facilities;
The modular design of industrial controllers makes it possible to further build up the system, include it in the enterprise’s automated process control system, measure other technological parameters, and adjust the measurement data.
The operator station is made on the basis of an industrial PC with a tactile screen, has a degree of protection IP66 and can be installed in a place convenient for personnel, in the immediate vicinity of the scanning device. The graphic visualization system is based on SCADA Citect / WinCC and has a logical, intuitive operator interface. The commands entered by the operator are carefully monitored and verified by the system, which minimizes errors caused by the “human factor”.

Operator station:
The station is equipped with an industrial uninterruptible power supply, which eliminates data loss during power outages. Communication with the control cabinet is carried out via the Ethernet protocol.
Structure:
– Industrial PC with tactile monitor;
– Industrial uninterruptible power supply;
– Network hardware;
– Switching equipment.
To measure the current parameters of the paper, up to 4 measuring sensors can be installed in the carriage. The signals from the sensors are sent to the controller, processed and transmitted to the visualization system. The sensors use components from the best world manufacturers. All components are selected for industrial applications with a high operating temperature range.
The basic system is equipped with two sensors:
– mass measurement sensor 1m 2, radioisotope or infrared;
– humidity measurement sensor 1m 2, infrared;
Optional:
– sensor for measuring opacity, infrared;
– sensor for measuring ash content, radioisotope;
– gauge for measuring the thickness, contact;
Radioisotope mass measurement sensor.
A radioisotope sensor is used to measure the mass of 1m 2 of paper web. The principle of operation of the sensor is based on the dependence of the passage of ionizing radiation through the material, depending on its mass and density.
The sensor can be fitted with 2 types of ionizing radiation sources:
– Isotope Pr 147, which allows high-precision measurements in the range from 20 to 180 grams;
– Isotope Kr 85, which allows measurements in a wide range of paper weights with a weight of more than 180 grams. Measurement range from 80 to 1000 grams.
When operating at high temperatures, the sensor is equipped with an active cooling system, where conditioned cold air is supplied directly to the sensor housing. This system avoids high heating of the sensor, significantly stabilizes, and improves the measurement accuracy.
Infrared sensor for measuring moisture and mass.
To measure the moisture content of the paper web, an infrared moisture sensor is installed in the system. The measurement is based on the principle of the ratio of absorption of near-infrared waves of light radiation by a substance.
Order code: TT-PP001.00-00