
The modern paper production chain requires the introduction of new automation technologies to maximize productivity, increase profitability, and reduce energy costs per unit of output. The quality indicators of products increase, the production process becomes stable. Dependence on the human factor is minimized. High speeds and width required the creation of a new generation of automatic control systems and quality control of finished products.
The production company – LLC “Trigla” produces quality control equipment and automation systems that meet the current trends in the development of the pulp and paper industry. A special place in the range of manufactured equipment is occupied by the quality control and management system.
The implementation of the system allows
– to reduce by 2..4 times the fluctuations of quality indicators;
– to reduce the consumption of fibrous and chemical materials by 5..7% by precisely controlling the average weight of the paper web;
– to reduce energy costs by 10-20% by precise regulation of average humidity, automatic control of the steam-condensate circuit;
– systems for automatic control of composition dosing, sizing control allow to increase the paper machine speed by 5-10% due to the increase in the mechanical properties of the paper, and the paper machine breakage is reduced;
– to increase the quality of the longitudinal direction of the paper web by precise control of the headbox actuator, precise control of the dilution system with water jets.
The main mechanism of the control system is the scanning device.
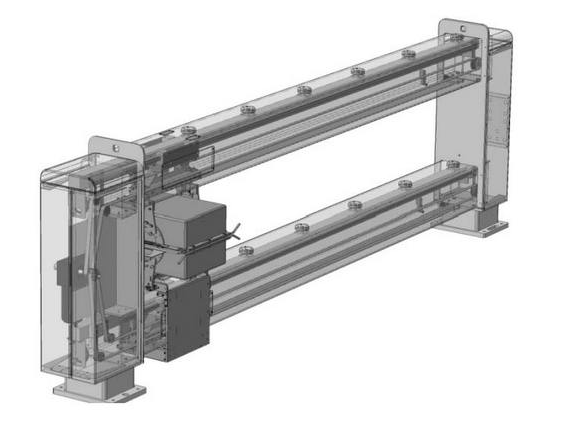
Scanning device
The company produces the third generation of PapScanTrigla scanning devices. Scanning devices are manufactured at the company’s production facilities. The product uses only high-quality products and components from well-known manufacturers (Siemens, Bosch, Lenze, Siemens). The quality control system allows you to track the manufacturing quality of each unit, made separately. The basic component of the scanning device is the frame traverse. The frame is an all-welded steel structure.
Precision beams manufactured by Rexton are used, a mechanism for special floating beams fastening, the quality of surface treatment allows obtaining a positioning accuracy of measuring sensors of less than 1 mm along both axes of carriage movement.

Sensor
A system for compensating for thermal deformations of the structure is used in the frame. Heat shields and a forced-cooling system allow the system to operate in the harshest operating conditions.
The traverse system is driven by a Lenze planetary gear motor (Germany). The use of a Mitsubishi frequency inverter to control a drive with a high-resolution incremental encoder made it possible to obtain a positioning accuracy of less than 0.2 mm, the position is set during positional movement. Carriage speed up to 30 m / min, working speed 15 m / min.
Measuring sensors are an important component for accurate measurement of paper indicators. Up to four measuring sensors can be installed on the carriage at the same time.
Nomenclature of sensors:
– Infrared weight meter;
– Radioisotope weight meter;
– Infrared moisture meter;
– Opacity meter;
– contact electro-magnetic thickness gauge.
The measuring sensors have a standardized 4-20 mA output with an internal DAC of 16 bits. In addition, the sensors have an RS485 (Modbus RTU) interface. The use of a standardized current output allows convenient and quick installation of sensors, calibration and settings. Complete internal diagnostics, indication of internal states is set and transmitted via the RS485 interface. The presence of a two-channel interface solution with redundancy during transmission has significantly increased the reliability of the product in operation.
The sensor uses components from renowned manufacturers, all components are selected for industrial applications with an operating temperature range of -25 to 125 degrees Celsius. Modern circuitry and optimal power consumption have eliminated additional water and air cooling. The enclosures of the products are made in accordance with the requirements of IP67 and can be used in the harshest conditions.
The quality of the choice of technical solutions, design, manufacture, many hours of testing allow us to guarantee long-term stability (reproducibility of measurement results).
The core of information processing is located in the Simens Simatic S7 programmable logic controllers (PLC) of the third series.

Simens controller
The use of PLC made it possible to build an open, easily expandable control system. The system works with several operator stations at the same time, the stations on the coast stop separately, the dryer station. Remote monitoring and documentation system, data transmission on the Internet is not a complete list of all additional functions.
The most important criterion in the company’s work is quality, reliability, metrological accuracy and stability. Optimization of technical solutions according to the price / quality criterion allows you to get the maximum economic effect. The payback period of the system is on average 8-10 months. The company offers the best, and therefore the best, solution.